Verbackanlagen
Verbacken von Wicklungen und Spulen jeder Art
Ihre individuell gestalteten Verbackautomaten setzen wir nach Ihren Vorgaben um. Sowohl manuelle Einzel- oder Mehrfacharbeitsplätze als auch vollautomatische Systeme auf Basis einer Linienfertigung oder eines Rundschalttisches gehören zu unserem Leistungsangebot.
Dabei ermöglichen Verbackanlagen von SCHLEICH die Durchführung von bis zu 8 gleichzeitigen, voneinander unabhängig ablaufenden Verbackvorgängen.
Produktberatung




Key-Facts
Prozesssicher. Einfach konfigurierbar. Reproduzierbar. Präzise.
- Stromwärmesysteme
- Elektrisches Erwärmen von Spulen aller Art
- DC-Verbackanlagen
- AC-Verbackanlagen für verschaltete Drehstromwicklungen
- Bis 100 kW
- Bis 2.500 A
- Bis 1.000 V
- Bis 250 A/mm2 und mehr – abhängig von der Belastbarkeit der Wicklungskontaktierung
- Unterschiedliche Erwärmungsstrategien
- konstante Spannung
- konstanter Strom
- konstante Temperatur
- Temperaturprofil
- Verbacken mehrerer Spulen in Reihen- oder Parallelschaltung
- Standard- und Blitzverbacktechnik
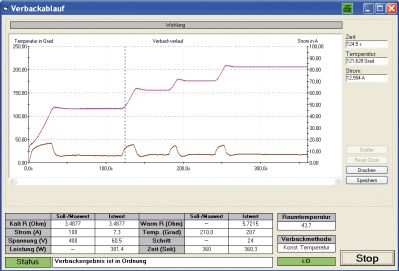
- Darstellung des Temperaturverlaufs während des Verbackens für bis zu 8 parallel ablaufende Verbackvorgänge
- integrierte Vierleiter-Widerstandsmessung
- Online Temperatur-Monitoring
- Online Klemmstellen-Monitoring (optional)
- Dynamischer Überstromwächter
- Erdschlussüberwachung (optional)
- Überwachung von integrierten Sensoren/Temperaturfühlern
- Kombinierbar mit den zusätzlichen Prüfungen:
- Stoßspannung
- Teilentladung
- Hochspannung AC / DC
- Drehfeld …
- Integration in eine vorhandene automatische Produktionslinie
- Integration in die Anlage eines Automatisierers
- Kommunikation mit SPS-Steuerung auf Basis aller gängigen Bussysteme
- Kommunikation mit Warenträgern z. B. via RFID
- Kommunikation/Datenaustausch mit ERP- oder MES-Systemen
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Beschreibung
Beste Qualität für Ihr Produkt.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Mit SCHLEICH-Verbackanlagen können Sie Ihre mit Backlackdraht produzierten Spulen direkt nach dem Wickeln verbacken und auf Fehler prüfen. Kupplungen, Bremsen, Magneten, Schwingspulen von Lautsprechern etc. können verklebt bzw. verbacken werden. Weitere Anwendungen sind das Aushärten der Wicklung von Einphasen- und Drehstromstatoren sowie von Ankern und Spulen jeder Art.
|
|
Mit der Übernahme der Sparte Verbackanlagen der SEV-Steuerungstechnik GmbH im April 2021 steht SCHLEICH bei Fragen zu SEV-Anlagen und für neue Anlagen als fachmännischer Partner bereit. Ebenfalls findet die SEV-typische Schnellabschaltung der Verbackspannung im Kurzschlussfall nun auch Anwendung in SCHLEICH-Anlagen. |
SCHLEICH-Verbackanlagen überwachen computergestützt den gesamten Verbackprozess und steuern die elektrische Aufheizung der Spulen exakt. Durch die präzise gesteuerte, gleichmäßige Temperaturverteilung innerhalb der Wicklung erreichen Sie ein außerordentlich homogenes Verkleben in allen Wicklungsteilen. Je nach erforderlicher Stromdichte können Sie Verbackvorgänge mit einer Dauer von wenigen Sekunden bis hin zu mehreren Minuten durchführen.

SCHLEICH-Verbackautomaten wurden für die Nutzung an Einzelarbeitsplätzen sowie für die Integration in vollautomatische Fertigungslinien geschaffen. Eine anspruchsvolle Palettensteuerung in einer Linie oder der Datenaustausch mit einer SPS ist ohne Weiteres möglich. Die Anlagen sind so ausgelegt, dass sie bis zu acht unabhängig voneinander ablaufende Verbackprozesse verlässlich steuern und diese anwenderfreundlich auf einem Bildschirm darstellen können.
Auch Wickelkopfformwerkzeuge und Spreizdorne gehören zu unserem Produktangebot. Darüber hinaus lassen sich unsere Verbackanlagen auch mit der Statorprüftechnik unserer MTC3-Geräte erweitern. Das MTC3 liefert Ihnen vor und nach dem Verbacken detaillierte Informationen über die Qualität Ihres Produktes.
Als Systemlieferant sind wir in der außergewöhnlichen Lage, Ihnen neben der elektrischen Verbackanlage zusätzlich die komplette Mechanik, die aus einzelnen Verbackzellen, einem Rundtakttisch oder einer kompletten Fertigungslinie bestehen kann, zu liefern. Erst die Kombination dieser optimal aufeinander abgestimmten Komponenten sichert Ihnen ein bestmögliches Fertigungsergebnis.
Technik
Verbackvariante: Konstantspannungsmethode
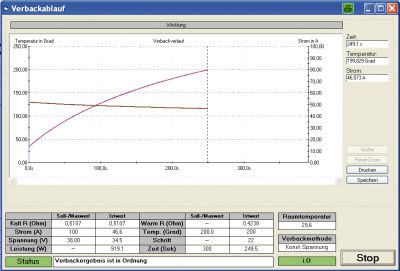
An die zu verbackende Wicklung wird eine konstante Spannung gelegt. Mit steigender Erwärmung steigt auch der Widerstand der Wicklung und der Strom fällt daher ab. Folglich wird mit steigender Temperatur immer weniger Leistung/Energie in die Wicklung abgegeben.
Der Vorteil dieser Methode liegt darin, dass die Temperatur relativ langsam ansteigt und dadurch eine äußerst gleichmäßige Durchwärmung des Stators stattfindet. Der Temperaturunterschied zwischen Wickelkopf und Nut ist beim Erreichen der Verbacktemperatur somit außergewöhnlich gering.
Da aber die maximale Stromdichte nur zu Beginn des Verbackens erreicht wird, kann keine sehr kurze Verbackzeit erzielt werden.
Verbackvariante: Konstantstrommethode
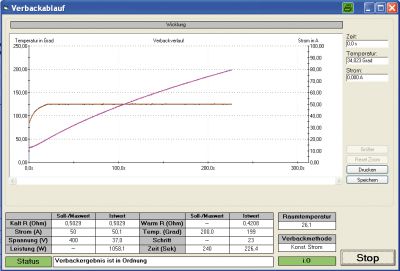
Der Strom wird während des Verbackvorgangs konstant gehalten. Die Verbackanlage regelt die Spannung während des Verbackens kontinuierlich nach, da die zunehmende Erwärmung einen steigenden Widerstand zur Folge hat. Die Endtemperatur wird daher in deutlich kürzerer Zeit als bei konstanter Spannung erreicht.
Vorteil dieser Methode ist das Erreichen sehr kurzer Verbackzeiten. Allerdings kann hierbei, abhängig von der Applikation, eine ungleichmäßige Temperaturverteilung in der Wicklung auftreten.
Verbackvariante: Konstanttemperaturmethode
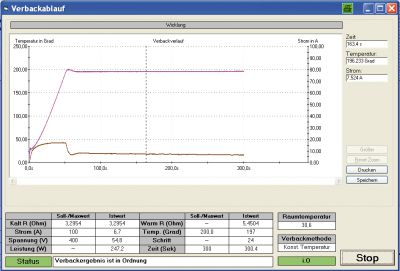
Bei der Konstantspannungs- oder Konstantstrommethode wird der Verbackprozess automatisch beendet, sobald die gewünschte Verbacktemperatur erreicht ist.
Der Zeitraum, in der die Backlackbeschichtung an der Drahtoberfläche weich werden und eine Verbindung mit den Nachbardrähten eingehen kann, ist bei diesen beiden Methoden relativ klein. Dadurch kann es vorkommen, dass die Drähte in der Nut auf Grund des umgebenden Blechpakets etwas kühler bleiben, als im Wickelkopf. Das könnte ggf. zu einer schlechten Qualität führen.
Bei der Konstanttemperaturmethode wird deshalb nach dem Erreichen der Zieltemperatur die Temperatur für eine vorgebbare Zeit konstant gehalten. Dadurch wird die Zeit verlängert, in der die Backlackbeschichtung an der Drahtoberfläche schmelzen und eine Verbindung mit den Nachbardrähten eingehen kann.
Verbackvariante: Temperaturprofilmethode
Das Verbacken mit einem Temperaturprofil entspricht prinzipiell dem Verbacken mit konstanter Temperatur, allerdings werden bei dieser Methode mehrere Temperaturstufen nacheinander angefahren.
Der Temperaturunterschied zwischen Wickelkopf und Nut kann hierbei bereits bei niedrigeren Vortemperaturen vor dem eigentlichen Schmelzvorgang angeglichen werden.
Diese Methode wird vor allen dann benutzt, wenn ein sehr langes Blechpaket im Verhältnis zu einem sehr kurzen Wickelkopf vorliegt und/oder das Blechpaket eine große Masse besitzt.
Anwendungen
Impressionen

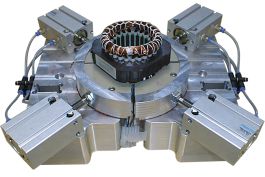
Verbackanlage mit Fertigungslinie
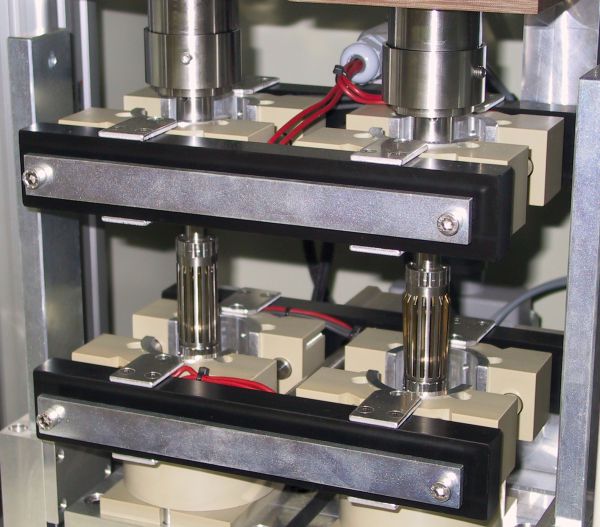
Doppelstation mit Spreizdornen

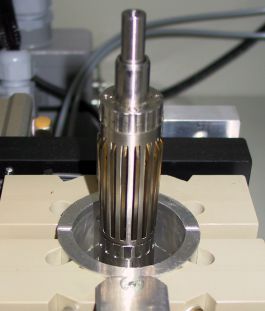
Kontaktierwerkzeug mit Spreizdorn


Formwerkzeug
Spreizdorn mit Formwerkzeug
Formwerkzeuge offen und geschlossen

Formschale zum Formen durch Pressdruck
Zubehör

Klemmenblock
Modulare Klemmen zur Kontaktierung loser Litzen- Anreihbare Vierleiterklemmen
- Modularer Aufbau
- Unterschiedliche Bauformen und Größen

Kelvinzangen
Hochpräzise Widerstandsmessung auch bei kleinsten Widerständen- Voraussetzung für die exakte Widerstandsmessung
- Solide Industriequalität
- 3 verschiedene Größen

Motorprüfstecker
Prüfstecker zur Kontaktierung von Motorklemmbrettern- Motorprüfstecker / Motorklemmbrettstecker
- Schnellkontaktierung für 6, 8 oder 9 Bolzen
- für unterschiedliche Motorklemmbrettgrößen
- für Gewindebolzen M4, M5, M6, M8 und M10
- ohne, mit 1 oder 2 Motorgehäusekontakten
- super einfacher Kabelanschluss
- 4 Patente angemeldet

Sonderkontaktierungen
Individuelle Lösungen aus dem modularen SCHLEICH-Baukasten- Individuelle Lösungen
- Auch für perfekte Vierleitermessung
- Schwimmend gelagerte Spannzangen

analyzer
PC-Software zur statistischen Analyse von Prüfergebnissen- Tiefgehende Statistik der Prüfergebnisse
- Produktions-Online-Monitoring
- Aufschlussreiche Statistik-Protokolldrucke
Downloads
Deutsche PDFs
Internationale PDFs
Sie benötigen eine persönliche Produktberatung? Rufen Sie uns an oder schreiben Sie eine E-Mail.
- +49 2372 901 25 40
- E-Mail Anfrage
Druckvorschau
Produktvergleich
| Prüfgerätetyp |
| Lieferung |
 Verbackanlagen
Verbackanlagen
|
 Strom-UV Imprägnieranlagen
Strom-UV Imprägnieranlagen
|


SCHLEICH ist führender Hersteller der elektrischen Sicherheits-, Funktions-, Wicklungs- und Elektromotorenprüftechnik.
SCHLEICH ist ein weltbekanntes Unternehmen, das sich auf die Entwicklung innovativer Produkte im Bereich der Prüftechnik von Elektroprodukten aller Art konzentriert.
Von A bis Z – überall ist SCHLEICH-Prüftechnologie global im Einsatz. Unsere Kunden kommen aus über 50 Ländern und Regionen. Alles entwickelt und produziert in Deutschland.
Wertarbeit - Made in Germany.
2022 - SCHLEICH wird zum fünften Mal als TOP100-Innovator ausgezeichnet
2016 - SCHLEICH entwickelt den ersten VoltageAnalyzer zur Messung der Prüfspannung direkt an den Wicklungsklemmen
2012 - SCHLEICH wird zum ersten Mal als TOP100-Innovator ausgezeichnet
2005 - SCHLEICH entwickelt den ersten Statortester mit Teilentladungsprüfung
1995 - SCHLEICH integriert weltweit führend Touch-Displays in Prüfgeräte
1990 - SCHLEICH entwickelt das erste Sicherheits- und Funktionsprüfgerät mit vollautomatischer integrierter Umschaltung
1987 - SCHLEICH entwickelt den ersten Stoßspannungstester mit PC-Steuerung unter DOS und vollautomatischer integrierter Umschaltung
1985 - SCHLEICH entwickelt den ersten MotorAnalyzer
1982 - SCHLEICH fokussiert voll auf die elektrische Prüftechnik von Elektroprodukten
1952 - SCHLEICH wird als Elektromaschinenbaubetrieb gegründet
Pioniergeist, Kompetenz, Neugier, neuste Technologien und Innovationen. Dafür steht das 145 Köpfe starke Team SCHLEICH - geführt von Martin & Jan-Philipp Lahrmann. Vater & Sohn. Ihre Garanten für langfristige Partnerschaft.
